
Technologické audity
Technologický audit je rozbor stávajících technologických podmínek válcování, provedení počítačových simulací, parametrických studií, případně provozních měření a návrh technologických opatření vedoucích k dosažení požadovaného cíle válcování nebo ochlazování.
Technologický audit profilu a rovinnosti pásů a plechů
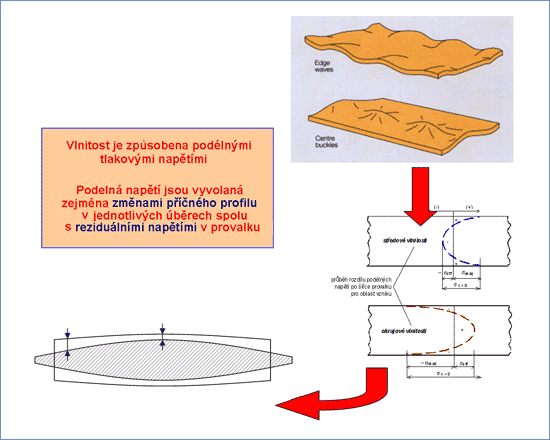
Technologický audit profilu a rovinnosti pásů a plechů má za cíl dosáhnout požadovaného profilu a odstranit nežádoucí vlnitost pásů a plechů válcovaných za tepla nebo za studena. Problémy s dosažením požadované koruny pásu nebo plechu nebo problémy s vlnitostí válcované produkce vám vyřešíme provedením auditu vaší technologie válcování.
Technologický audit vychází z akčních členů, které jsou na dané válcovací trati k dispozici. Obecně můžeme vzít v úvahu vlivy následujících akčních členů:
- optimalizace protiohybových sil,
- úprava broušení válců,
- axiální posun válců,
- sekční chlazení pracovních válců,
- úprava průchodových plánů.
Určení optimální posloupnosti protiohybových sil představuje stanovení takové posloupnosti koruny v jednotlivých průchodech, jež by způsobovala minimální podélná napětí v páse (nepřekračovala kritérium rovinnosti).



Vhodným výbrusem pracovních a opěrných válců lze dosáhnout rovinnosti pásu a protiohybových sil ležících po celou kampaň pracovních válců v povoleném rozsahu. Při válcování pásu se stálou šířkou (situace obvyklá na studených tratích), lze volbou speciálního výbrusu dosáhnout ještě lepší rovinnosti než při použití obvyklých válců s parabolickým profilem.
Na následujícím obrázku je ukázán typický profil studeného pásu s prudkým snížením tloušťky na jeho koncích, jež často vede ke vzniku okrajové vlnitosti.
")
Tomuto jevu se dá zabránit speciálním tvarem výbrusu podle následujícího obrázku:
")
Reference:
Analýza problémů s profilem a rovinností na teplé válcovací trati (Saldanha Steel, Jihoafrická republika)
Úpravy řídicího systému pro zajištění rovinnosti pásu na TŠP (LIBERTY Ostrava a. s., ČR)